轴承滚道黑皮指的是轴承常见的一种表面缺陷,常见类型有滚道单边黑皮和滚道双边黑皮。
一、轴承滚道单边黑皮
理想状态下,车削加工后沟位置偏差为0时沟道磨削留量均匀,车削加工时滚道尺寸已考虑了端面磨削加工误差对滚道磨加工产生的影响。由于调心滚子轴承端面磨削留量有限,且两端面磨削加工采用的是双端面磨床同时磨削,因此即便磨偏也不会造成滚道边缘黑皮。实际上滚道单边黑皮的出现是因为在车加工沟道时一边留量大,一边留量小,在留量小的一边产生了黑皮,甚至导致产品报废。
二、轴承滚道双边黑皮
长期跟踪、记录多批次的调心滚子轴承外圈加工过程后发现,外圈车工件经过热处理后,外径会出现凹心、外滚道也会出现变形,滚道和外径热处理前、后轮廓如图2所示。经过热处理后,滚道中部径向尺寸变小,滚道端部可能超出成品滚道尺寸;外径则出现凹心、端部外胀。致使外径中部留量变小、两端胀大,滚道也是两端胀大、中间变小。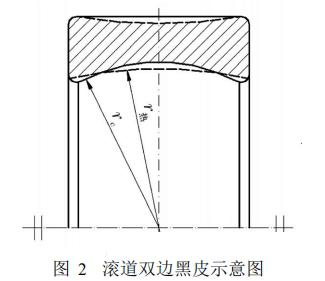
三、改进措施
通过上述分析,提出了改进调心滚子轴承外圈滚道边缘黑皮的具体措施:
(1)严格控制车削加工时套圈的宽度尺寸偏差,为滚道的车削加工创造条件;
(2)严格控制车削加工时滚道的位置误差;
(3)适当减小车削加工时外圈滚道的曲率半径,抑制热处理变形的产生;
(4)减小滚道车削加工的磨削留量,以提高磨削加工效率。
可见,轴承外圈滚道单边黑皮大部分是由于车削加工时,沟位置偏差过大或高度偏差过大造成的,而滚道双边黑皮则大部分是由于热处理变形所致。
四、让云科技RANUR系列工程陶瓷轴承简介
让云科技-作为湖南地区知名品牌的工程轴承技术服务商及产品生产厂商,现已拥有两大自主品牌(RANUR、RANUY )系列工程轴承,我们所做的一切只为时刻准备迎面解决更加严苛的运行工况及日益增长的市场需求,并及时掌握及应用如何提高产业可靠性及优化资产生命周期。
让云科技全国24小时免费工程陶瓷轴承产品及技术支持电话:4006-808-505

技术负责人电话:: 13657445999
销售负责人电话:: 13657443999
24小时官方电话::4006-808-505







